


发布时间:2024-07-04 16:09:06 浏览次数:2 公司名称:[绍兴]纵横机械制造有限公司
| 厂家/产地 | 纵横机械/洛阳 |
|---|---|
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
| 连接方式 | 法兰连接 |






耐磨管道的耐磨性能主要由材质和生产质量来决定,磨损是物体间由于相对运动,而产生的体表面材料损失的现象。稀土耐磨合金钢管采用的是能够抵抗磨损而延长产品使用寿命的耐磨材料。耐磨管道主要分为单金属管道和复合管道。按形状可分为直管、弯头、三通、四通、异径管、方圆节和其他异形管。表面质量要求:管道内外表面应平整光洁,没有毛刺、毛边、粘砂、多肉或缺肉,无裂纹、疏松、气孔或气泡。
此外,在电厂化水设备、脱硫制浆设备、化工、化肥等领域,我公司分别为凯迪电力、博奇电力、浙大网新、美国METSO、青岛汽巴、中石化壳牌、六国化工,开磷集团,黄麦岭磷化工集团,大峪口化工等提供了的产品和服务。


绍兴纵横机械制造有限公司位于空港产业集聚区。本公司是一家专业开发设计生产 钢衬塑复合管。本公司严把质量关紧紧盯住市场发展的前景,对任何影响质量和企业的各种因素实行全面跟踪和排除,使产品质量稳重上升,新产品种类不断增加,市场占有率逐步扩大。公司严格遵循质量可靠、客户至上、以人为本的方针目标,建立了完整的售后服务体系,全力为客户提供贴心的服务,充分保证了每位客户无后顾之忧,并积j i发展了以客户为导向的研发工作,保证了每位客户的需求。我们遵循合作、和谐、发展、双赢的原则,与全国供应商建立了深厚的友谊和良好的合作关系,在风云变幻的市场经济大潮中共谋发展;我们坚持诚信、品牌、服务、创新的经营理念,在激烈竞争的农化市场中共铸品牌塑造和谐营销,建立双赢的战略合作伙伴关系。


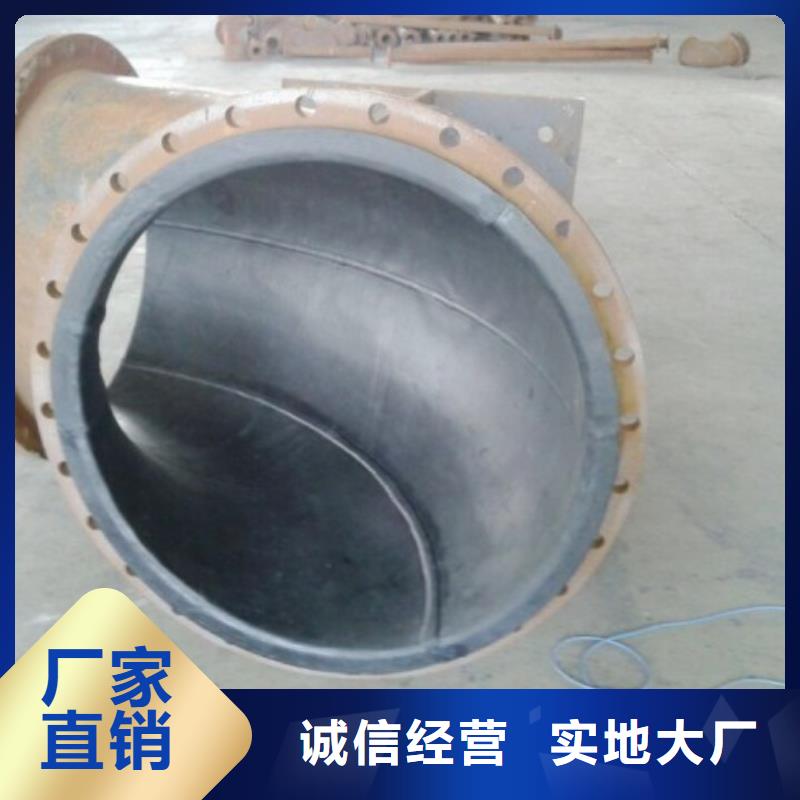
丁基橡胶钢管,钢管衬丁基胶,我们是做衬胶管道 衬塑管道 电厂脱硫衬胶管道 化工衬塑管道,丁基橡胶钢管,钢管衬丁基胶
洛阳纵横制造有限公司生产的丁基橡胶钢管分为:防腐丁基橡胶钢管,耐高温丁基橡胶钢管。丁基橡胶内衬钢管,管件,短管等配套管件。
洛阳纵横制造专业生产各种 丁基橡胶钢管,碳钢衬胶管道,丁基衬胶管,丁基脱硫衬胶管。丁基橡胶钢管是属于防腐脱硫橡胶的一种,主要应用在电厂脱硫方面,用于输送石膏浆液等高温且腐蚀性较大的浆体颗粒一类介质。耐磨性能和耐高温性能都非常好,目前丁基橡胶钢管基本是都是选用这种管材。丁基橡胶钢管将钢管和丁基橡胶板的性能合二为一,借助钢管的物理性能再加上 胶板的橡胶的耐高温,抗冲击,高耐磨,卫生无毒等特性,被广泛应用到电厂,化工厂等领域。
影响丁基橡胶钢管寿命的因素
1、橡胶的性能
电力管道的选择应根据其工矿条件而定,不同环境条件下应使用不同类型的胶板,如果选择不当,将直接影响衬胶管道的使用。
2、橡胶与钢管的粘接强度
粘接度不强,会造成衬里层受力不能够很好的分解,导致局部受力不均或脱落,造成了衬胶管局部快速腐蚀。
3、电力管道的工矿条件
腐蚀性,温度以及使用强度等都会影响到衬胶管的使用寿命,因此在选择之初应对衬胶管做出合理的分析,选择适合工矿条件的衬胶管道。



bjgd

衬胶管道优点:
1、结构优良:管材的增强骨架钢管与橡胶层使用高性能的粘合剂复合为一个整体,采用特殊工艺经公司的专业硫化设备复合硫化成型,克服了钢管耐压不耐磨, 塑料、橡胶耐磨不耐压以及玻璃钢脆抗冲击性能差等缺点,同时具备钢管和耐磨橡胶的共同优点,综合性价比卓越。
2、耐磨性能好, 寿命长:磨耗值测试结果一般在0.03~0.20 cm3/1.61km范围内,约为塑料的3~5倍,耐磨性比钢管高4-6倍。
3、强度高, 抗冲击性高:橡胶弹性体的密度低(1.2g/cm3),重量轻,具有较好的吸振性能和优异的耐机械冲击性能,高强度, 刚性好, 不产生蠕变,抗冲击,抗震, 抗水锤性能强,便于运输, 安装和维护。
4、防腐性能卓越:我公司采用的内衬橡胶化学性能非常稳定,能耐绝大多数腐蚀性介质和有机溶剂的侵蚀,比聚乙烯、聚丙烯、尼龙、ABS等塑料更耐腐蚀。除强氧化性酸液外,在一定温度和浓度范围内能耐各种腐蚀性介质(酸、碱、盐)及有机介质(萘溶剂除外),在20℃和80℃的80种有机溶剂中浸滞30天,外表无任何反常现象,其它物理性能也几乎没有变化。
衬胶管道制造工艺简述
(1)根据买方盖章图纸要求的长度切割钢管,切割后进行焊接法兰。
(2)待质检人员检查合格后在二保自动焊接机上进行焊接,焊接时先焊里几遍,然后焊外口,焊缝高度不低于最小板厚,焊完后检查无气孔、砂眼、漏焊时,转入喷砂工序。
(3)焊缝检验:按标准抽检。
(4)喷砂时钢管内壁不允许有锈迹,均允一致,以保证衬胶粘接强度要求,达到Sa2.5以上级别,经检验合格后转入脱脂程序。
(5)脱脂后进行钢管、突台刷粘合剂,干燥后再刷涂一遍胶浆。待干燥后两头封好,存放在指定地点待用。
(6)挤出无缝胶管。按产品所需用的胶种切胶、进行混炼、开炼、待放一定时间,按根据胶管的直径及厚度挤出耐磨无缝胶管。
(7)无缝胶管根据管道长度进行裁剪,汽油清洗后打毛,刷涂一层胶浆。待干后棉布盖住待用。如对于管件(如弯管冲击外弧、三通相贯线等)有局部加厚,需根据图纸要求下料加厚胶片,并进行打毛刷胶浆处理。
(8)复合胀管:
将局部加厚(如果有)的胶片贴到图纸指定位置后,将处理好的胶管放入钢管内,选用定制的气囊穿入无缝胶管内的一端,然后气囊通过牵引设备拖动,对胶管与钢管之间完全贴合。往返重复两次后,气囊放气后取出。
(9)上两端封头,用于成形管道端部的直角翻边和水纹线凹凸密封结构。
(10)按照硫化工艺,设定温度、时间、压力进行硫化。
(11)修整。
(12) 三油二布外防腐(根据甲方要求)。
(13)检验:进行外观、电火花、厚度检查。
(14)出厂前应根据订货清单对管道进行分类编号,并明显标识于管道外壁上。